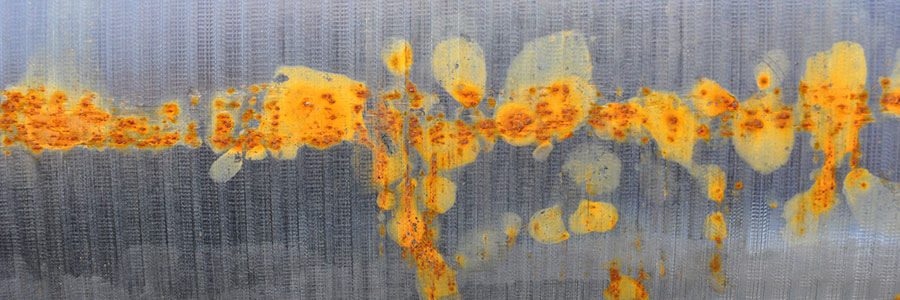
Plåtarna i havet och bryggan som försvann
Ni kanske kommer ihåg att plåtarna i vårt experiment om rostfritt i havsmiljö hade fått lite mer stryk än normalt i förra inlägget. Repor och märken syntes på plåtarna. Men var kom reporna ifrån egentligen? Som ni kanske kan förstå inleddes förra besöket vi gjorde för att titta till våra plåtar med en mindre chock …