Anlöpningar är något som kan drabba dig som svetsar i rostfritt. Har du upplevt att du är noggrann men ändå drabbas av oönskade anlöpningar. Vad beror anlöpningar på och hur undviker du att drabbas av dem? Detta är något vi ska reda ut i det tredje inlägget i vår serie om ytans betydelse för korrosion.
I första delen berättade vi om varför en slipad yta är sämre mot korrosion än en oslipad yta. I andra delen kan du läsa om hur en elektropolerad yta förbättrar korrosionsmotståndet. Nu har turen kommit att prata kring anlöpningar. Anlöpningar är en försvagning i det rostfria materialet som uppstår vid kraftig uppvärmning som till exempel vid svetsning. Och nitisk putsning av ytan runt den kommande svetsen kan visa sig vara helt fel!
Hur uppstår anlöpningar
Anlöpningar uppstår vid temperaturer över +200 grader Celsius som en kemisk reaktion när syre kommer i kontakt med det rostfria stålet. Även vid lägre gradtal reagerar kromet med syret i luften och bildar kromoxid som skapar det fantastiska passiva skiktet som gör rostfritt till rostfritt. För att detta kromoxidskikt ska skapas krävs det att stålet innehåller minst 11 procent krom. Mer om detta kan du läsa om här. När temperaturerna är höga vid svetsning och om syre får medverka, accelererar denna reaktion. Kromoxidskiktet växer kraftigt i tjocklek och utarmar det underliggande skiktet av krom. Oxidskiktet kan innehålla över 30 procent krom men är fullt av sprickor som öppnar upp för punktkorrosion i det underliggande kromfattiga stålet. Vi har fått en anlöpning!
Hur undviker du anlöpningar?
Bästa sättet för att undvika anlöpningar är att undantränga och eliminera syret i luften genom att använda skyddsgas. Att putsa det rostfria stålet innan det svetsas ihop kan ge en oväntad och oönskad effekt. Det är nämligen så att mekanisk rengöring av ytan kan orsaka sämre slutresultat efter svetsning då anlöpningarna blir kraftigare.
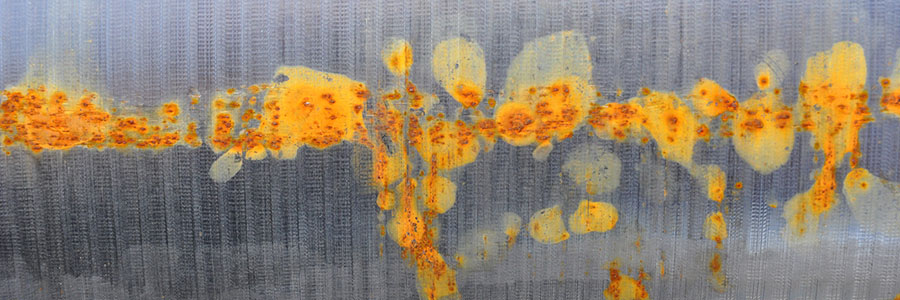
Bilderna nedan visar ihopsvetsning av oslipade livsmedelsrör 76,1 x 1,6 mm i stålsort EN 1.4404. På bilden ser man skillnader i anlöpningens färg efter svetsning om man har borstat med Scotch-Brite samt avfettat ytan eller endast avfettat ytan. På bilderna syns även hur förekomsten av syre har accelererat den kemiska reaktionen och skapat kraftiga anlöpningar. Vanligtvis tillåter man ljusa halmgula anlöpningar, men ytterligheten, mörka blåsvarta är förkastligt.
Ytterligare en sak att tänka på är också att på blankglödgade, slipade, borstade eller överbetade ytor uppkommer kraftigare anlöpningar jämfört med ytor i 2B och 1D.
På första bilden har vi svetsat med 30 ppm syre i argon och på den andra med 300 ppm syre i formiergas. Skillnaden är markant.